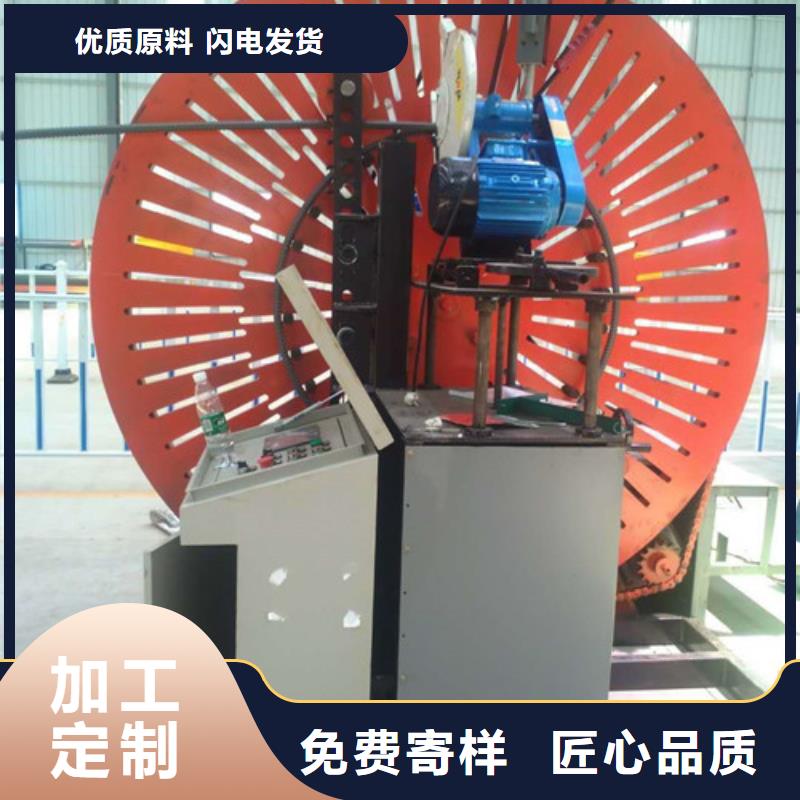
| 弯曲范围 | 16-32mm |
|---|---|
| 弯曲电机 | 4.5KW |
| 切断电机电源 | 1.5KW |
| 机械重量 | 1.7T |




首先在数控终端进行机械参数设置,设定需弯曲加强圈弯曲周长及焊接机械手的起始焊接点和焊接长度(单面焊 10d,双面焊 5d)。1、通过传输平台人工将钢筋通长肋调整竖直,同时通过传输平台将钢筋端头卡入模具圆盘卡槽位置,启动数控弯圆按钮。
2、弯圆机按设定的程序自动开始弯圆,并在设定点自动停止。3、当钢筋弯曲至设定位置后,机械焊接手自动启动完成加强圈外侧的焊接工作, 在达到设定的焊接长度后,气保焊机自动停止。4、焊接完成后,检查焊缝饱满度,达到要求后使用人工对加工好的加强圈进行切断并放置于存料架。数控钢筋弯圆机控制加强圈质量比较:钢筋笼加强圈加工的精度及尺寸是确保结构物保护层合格的重要环节,加强圈尺寸出现偏差将导致整个钢筋笼尺寸不合格。因此,高标准加强圈的制作显得尤为重要。加强圈弯制过程中,传统弯曲无法确保搭接部分圆顺,下料长度增加 2cm,弯曲后需切掉翘头;自动焊弯圆可有效控制加强圈搭接部分翘头,且焊缝饱满,能严格保证质量、提高系数、经济效益。